PLC技术
PLC技术
-
S7-200系列PLC的通电延时定时器指令TON
PLC技术
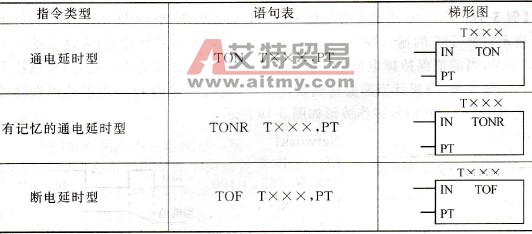
TON 指令用于计时单个间隔。当定时器的输入端 IN 为 ON 时,定时器开始计时,当定时器的当前值大于等于设定值时,定时器被置位,其动合触点接通,动断触点断开。定时器继续计时,...
阅读更多 -
S7-200系列PLC的数值比较指令
PLC技术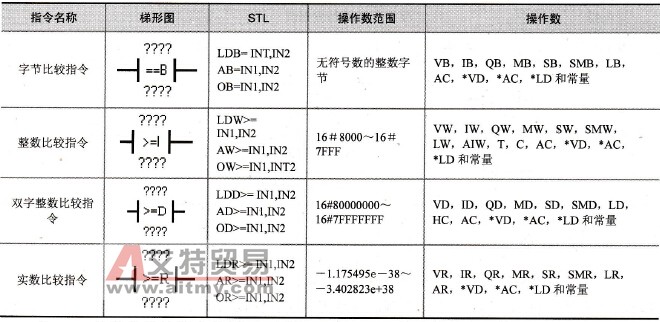
数值比较指令用于两个相同类型的有符号或无符号数 IN1 和 IN2 ( IN1 和 IN2 为比较指令的操作数)的比较判断。这里用到的比较运算符有:等于 (=) 、大于等于 (=) 、小于等于 (=) 、大于...
阅读更多 -
S7-200系列PLC的在顺序功能图中使用顺序控制指令
PLC技术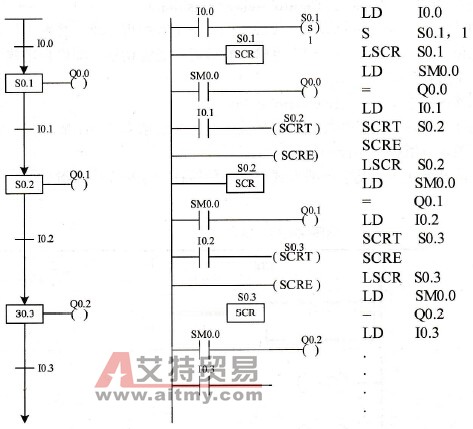
在小型 PLC 的程序设计中,对于遇到大量的顺序控制或步进问题,如果能采用顺序功能图的设计方法,再使用顺序控制指令将其转化为梯形图程序,就可以完成比较复杂的顺序控制或步...
阅读更多 -
S7-200系列PLC的保持型通电延时定时器指令TONR
PLC技术
TONR 指令用于积累许多时间间隔。当定时器的输入端 IN 为 ON 时,定时器开始计时,当定时器的当前值大于等于设定值时,定时器被置位,其动合触点闭合,动断触点断开。定时器继续计...
阅读更多 -
S7-200系列PLC的字符串比较指令
PLC技术
字符串比较指令比较两个 ASCII 字符的字符串: IN1=IN2 (相等)或 IN1IN2 (不相等)。当比较结果为真时,字符串比较指令将触点(梯形图)或输出(功能块图)接通,或比较指令将 1 载...
阅读更多 -
S7-200系列PLC的顺序控制指令在小车的行程控制中
PLC技术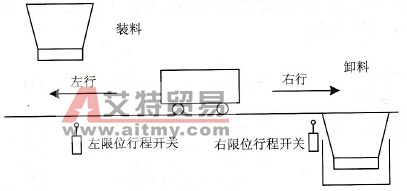
小车的行程控制示意图如图 5-8 所示,控制要求如下。 图 5-8 小车的行程控制示意图 (1) 初始位置,小车在左端,左限位行程开关 SQ1 被压下。 (2) 按下启动按钮 SB1 ,小车开始装料。 (...
阅读更多 -
S7-200系列PLC的断电延时定时器指令TOF
PLC技术
TOF 指令用于允许输入端断开后的单一间隔定时。当定时器的输入端 IN 为 ON 时, TOF 的状态位为 ON ,其动合触点闭合,动断触点断开,但是定时器的当前值仍为 0 。只有当 IN 由 ON 变为...
阅读更多 -
S7-200系列PLC的与ENO指令
PLC技术
ENO (Enable Output) 是在 S7-200 的梯形图及功能块图中以功能框形式编程时的允许输出端,如果允许输入有效,并且指令执行正确, ENO 就能将能流向下传递,允许程序继续执行。 与 ENO 指令...
阅读更多 -
S7-200系列PLC的定时器的刷新方式
PLC技术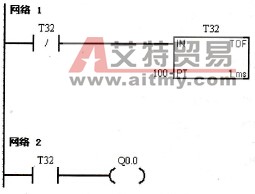
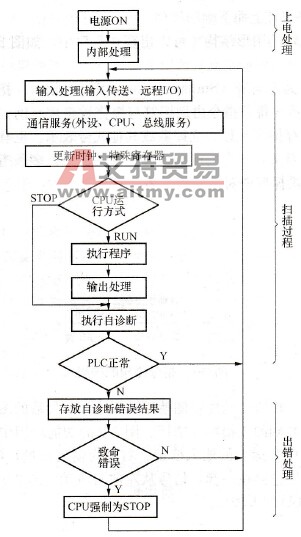
S7-200 的 3 种不同定时精度的定时器的刷新方式是不同的,要正确使用定时器,首先要知道定时器的刷新方式,保证定时器在每个扫描周期都能刷新 1 次,并能执行一次定时器指令。 对...
阅读更多 -
S7-200系列PLC的加法指令
PLC技术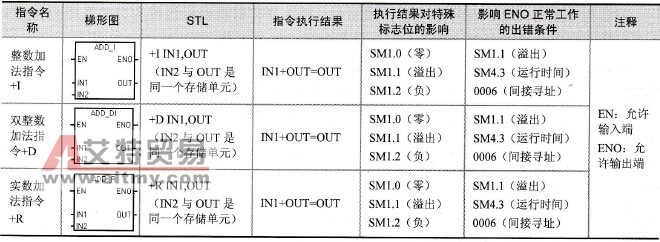
加法指令是对两个有符号数进行相加。该指令格式见表 4-47 。 表 4-47 加法指令格式 (1) 整数加法指令 +I 当允许输入端 EN 有效时,执行加法操作,将两个单字长( 16 位)的有符号整数...
阅读更多

点击排行
 PLC编程的基本规则
PLC编程的基本规则