您现在的位置是:首页 > PLC技术 > PLC技术
S7-200系列PLC的顺序控制指令在小车的行程控制中
![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介小车的行程控制示意图如图 5-8 所示,控制要求如下。 图 5-8 小车的行程控制示意图 (1) 初始位置,小车在左端,左限位行程开关 SQ1 被压下。 (2) 按下启动按钮 SB1 ,小车开始装料。 (
小车的行程控制示意图如图5-8所示,控制要求如下。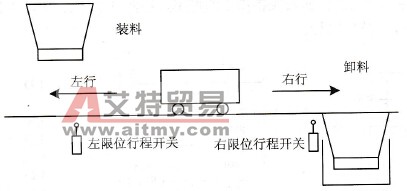 图5-8 小车的行程控制示意图 (1)初始位置,小车在左端,左限位行程开关SQ1被压下。 (2)按下启动按钮SB1,小车开始装料。 (3) 8s后装料结束,小车自动开始右行,碰到右限位行程开关SQ2,停止右行,小车开始卸料。 (4) 5s后卸料结束,小车自动左行,碰到左限位行程开关SQ1后,停止左行,开始装料。 (5)延时8s后,装料结束,小车自动右行……,如此循环,直到按下停止按钮SB2,在当前循环完成后,小车结束工作。 编程元件地址分配见表5-11。 表5-11 编程元件地址分配
图5-8 小车的行程控制示意图 (1)初始位置,小车在左端,左限位行程开关SQ1被压下。 (2)按下启动按钮SB1,小车开始装料。 (3) 8s后装料结束,小车自动开始右行,碰到右限位行程开关SQ2,停止右行,小车开始卸料。 (4) 5s后卸料结束,小车自动左行,碰到左限位行程开关SQ1后,停止左行,开始装料。 (5)延时8s后,装料结束,小车自动右行……,如此循环,直到按下停止按钮SB2,在当前循环完成后,小车结束工作。 编程元件地址分配见表5-11。 表5-11 编程元件地址分配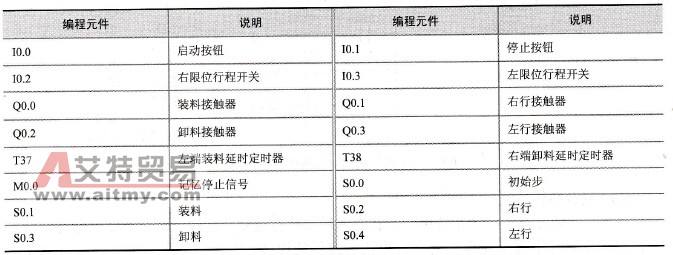 状态流程图和梯形图如图5-9 (a)和图5-9 (b)所示。当按下启动按钮,I0.0接通,活动步从S0.0变为S0.1,接通装料接触器Q0.0,装料延时定时器T37开始计时,小车开始装料,T37计时到,T37的动合触点闭合,活动步从S0.1变为S0.2,接通右行接触器Q0.1,小车开始右行,碰到右限位行程开关I0.2,活动步从S0.2转换为S0.3,接通卸料接触器Q0.2,同时启动卸料延时定时器T38,小车开始卸料,当T38计时时间到,活动步变为S0.4,接通左行接触器Q0.3,小车开始左行,碰到左限位行程开关I0.3,活动步变为S0.1,重新开始装料,如此循环。若要停止装、卸料,则按下I0.1,小车结束工作。
状态流程图和梯形图如图5-9 (a)和图5-9 (b)所示。当按下启动按钮,I0.0接通,活动步从S0.0变为S0.1,接通装料接触器Q0.0,装料延时定时器T37开始计时,小车开始装料,T37计时到,T37的动合触点闭合,活动步从S0.1变为S0.2,接通右行接触器Q0.1,小车开始右行,碰到右限位行程开关I0.2,活动步从S0.2转换为S0.3,接通卸料接触器Q0.2,同时启动卸料延时定时器T38,小车开始卸料,当T38计时时间到,活动步变为S0.4,接通左行接触器Q0.3,小车开始左行,碰到左限位行程开关I0.3,活动步变为S0.1,重新开始装料,如此循环。若要停止装、卸料,则按下I0.1,小车结束工作。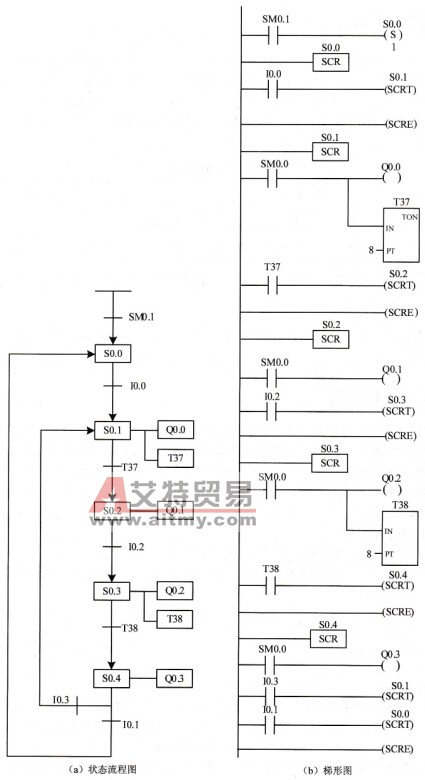 图5-9 小车流程图和梯形图程序
图5-9 小车流程图和梯形图程序

点击排行
 PLC编程的基本规则
PLC编程的基本规则