PLC技术
PLC技术
-
S7-200 PLC的SMB8~SMB21:I/O模块标识与错误寄存器
PLC技术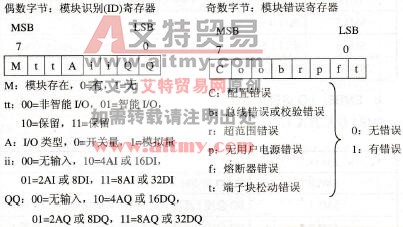
SMB8 ~ SMB21 以字节对的形式用于 0 ~ 6 号扩展模块。偶数字节是模块标识寄存器,用于标记模块的类型、 I/O 类型、输入和输出的点数。奇数字节是模块错误寄存器,提供该模块 I/O 的错...
阅读更多 -
S7-200 PLC的SMB28和SMB29:模拟电位器
PLC技术SMB28 和 SMB29 中的数字分别对应于模拟电位器 0 和模拟电位器 1 动触点的位置(只读)。在 STOP/RUN 方式下,每次扫描时更新该值。...
阅读更多 -
S7-200 PLC的SMB31和SMB32:EEPROM写控制
PLC技术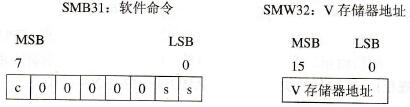
在用户程序的控制下,将 V 存储器中的数据写入 EEPROM ,可以永久保存。执行此功能时,先将要保存的数据的地址存入 SMW32 ,然后将写入命令存入 SMB31 中 ( 见表 1) 。一旦发出存储命令...
阅读更多 -
基于PLC-GOT的浮球液位显示模块软硬件结合的方案
PLC技术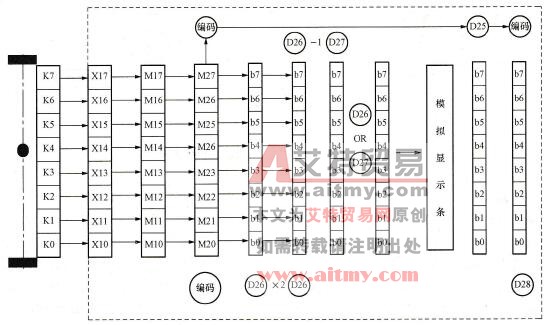
假设有 8 点输出的浮球式液位传感器。浮球因在其中最高位时,被限制不能继续向上运动,所以液位处于最高位或是更高时,顶部开关保持闭合。同理,浮球在其最低位时,被限制不能...
阅读更多 -
S7-200 PLC的运行程序错误
PLC技术在程序的正常运行中,可能会产生非致命错误(如寻址错误)。在这种情况下, CPU 产生一个非致命运行时间错误代码。表 1 列出了这些非致命错误代码及其描述。 表 1 运行程序错误...
阅读更多 -
PLC控制系统设计的步骤
PLC技术
系统设计时应严格按照一定的步骤进行,这样有助于设计工作顺利开展,也可以有效地减少设计过程中出现的失误。总的思路是由大到小、由粗到细、由分到合。必须熟悉被控对象,将...
阅读更多 -
PLC控制系统设计的基本原则
PLC技术任何一个电气控制系统所要完成的控制任务,都是为满足被控对象(生产控制设备、自动化生产线、生产工艺过程等)提出的各项性能指标,最大限度地提高劳动生产率,保证产品质量...
阅读更多 -
PLC对溴化锂吸收式冷水机组的故障处理
PLC技术
PLC 系统把双效溴化锂制冷机组的故障分成轻故障与重故障两类。对于轻故障的发生,控制系统能针对各个故障采取相应措施,自动加以处理,排除故障而不停止制冷;对于重故障的发生...
阅读更多 -
PLC的多路输出指令
PLC技术
MPS 指令称为“进栈指令”。 MPS 指令没有操作元件,其功能是将触头的逻辑运算结果推进栈存储器 1 号单元中,存储器每个单元中原来的数据依次向下推移,如图 1 所示。 MRD 指令称为...
阅读更多 -
PLC的脉冲微分指令
PLC技术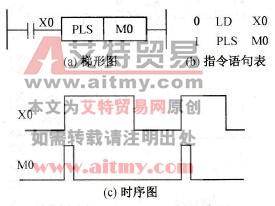
脉冲微分指令主要用于检测输入脉冲的上升沿或下降沿,当条件满足时,产生一个很窄的脉冲信号输出。 (1) PLS 指令称为“上升沿脉冲微分指令”。其功能是:当检测到输入脉冲的上升...
阅读更多

点击排行
 PLC编程的基本规则
PLC编程的基本规则