PLC技术
PLC技术
-
S7-200系列PLC的逻辑结果取反指令NOT
PLC技术
NOT 指令用于将该指令左端的逻辑运算结果取非。 NOT 指令格式见表 4-13 , NOT 指令的例子见表 4-14 。 表 4-13 NOT 指令格式 表 4-14 NOT 指令的例子 表 4-14 中的输入/输出关系见表 4-15 。从表...
阅读更多 -
三菱FX系列PLC的凸轮顺控指令
PLC技术
凸轮顺控指令有绝对值式凸轮顺控指令 ABSD (FNC62) 和增量式凸轮顺控指令 INCD( FNC63) 两条。 绝对值式凸轮顺控指令 ABSD 用来产生一组对应于计数值在 360 范围内变化的输出波形,输出点的...
阅读更多 -
S7-200系列PLC的空操作指令NOP (No Operation)
PLC技术
空操作指令起增加程序容量的作用。使能输入有效时,执行空操作指令,将稍微延长扫描周期长度,但是这不影响用户程序的执行,也不会使输出断开。 NOP 指令格式见表 4-16 。 NOP 指令...
阅读更多 -
三菱FX系列PLC的定时器指令
PLC技术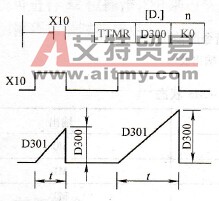
定时器指令有示教定时器指令 TTMR(FNC64) 和特殊定时器指令 STMR(FNC65) 两条。 使用示教定时器指令 TTMR ,可用一个按钮来调整定时器的设定时间。如图 4-54 所示,当 X10 为 ON 时,执行 TT...
阅读更多 -
S7-200系列PLC的编程元件
PLC技术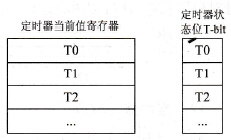
编程元件沿用了传统继电器控制系统中继电器的名称,并根据其功能,分别为输入继电器、输出继电器、通用辅助继电器、特殊标志继电器、变量存储器、局部变量存储器、顺序控制继...
阅读更多 -
S7-200系列PLC的基本位操作指令的举例
PLC技术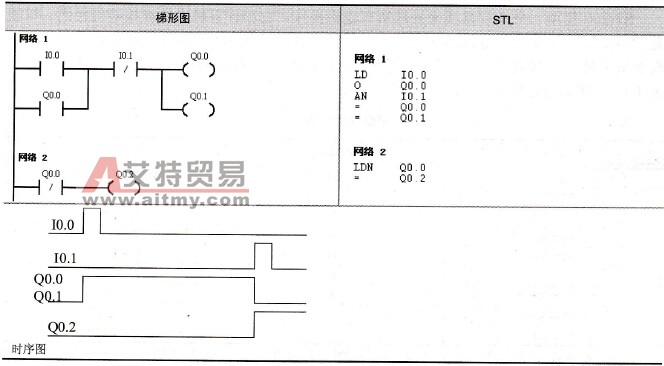
(1) 控制要求:使用两个按钮分别控制电动机的启动和停止。 (2) 编程元件: I0.0 启动按钮; I0.1 停止按钮; Q0.0 电动机; Q0.1 启动指示灯; Q0.2 停止指示灯。 (3) 电动机启动/停止控制...
阅读更多 -
三菱FX系列PLC的交替输出指令
PLC技术
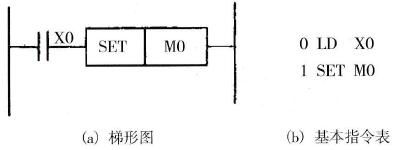
交替输出指令 ALT(P) 的编号为 FNC66 ,用于实现由一个按钮控制负载的起动和停止。如图 4-56 所示,当 X0 由 OFF 到 ON 时, Y0 的状态将改变一次。若用连续的 ALT 指令,则每个扫描周期 Y...
阅读更多 -
三菱FX系列PLC的数据输入指令
PLC技术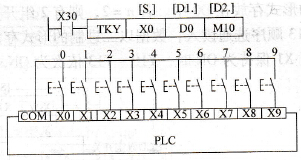
数据输入指令有 10 键输入指令 TKY(FNC70) 、 16 键输入指令 HKY (FNC71) 和数字开关输入指令 DSW (FNC72) 。 (1) 10 键输入指令 10 键输入指令 (D)TKY 是用于十字键输入数值的指令。 示例及使用:如...
阅读更多 -
三菱FX系列PLC的数字译码输出指令
PLC技术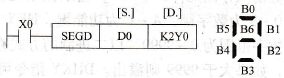
数字译码输出指令有七段译码指令 SEGD(FNC73) 和带锁存的七段显示指令 SEGL( FNC74) 两条。七段译码指令 SECD 用于控制一位七段数码管。 SEGD 的操作功能是将源操作数的低 4 位二进制数(...
阅读更多 -
三菱FX系列PLC的方向开关指令
PLC技术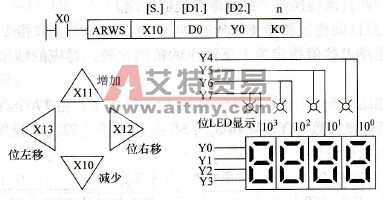
方向开关指令 ARWS (FNC75) 用于方向开关的输入和显示。 示例及使用:如图 4-61 所示,该指令有四个参数,源操作数 [S.] 可选 X 、 Y 、 M 、 S 。图中选择 X10 开始的 4 个按钮,位左移键和...
阅读更多

点击排行
 PLC编程的基本规则
PLC编程的基本规则