您现在的位置是:首页 > PLC技术 > PLC技术
S7-200 PLC脉冲输出指令的应用
![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介动力钻头的控制示意图如图 6-50 所示。 图 6-50 动力钻头控制示意图 控制要求:按下启动,钻头快速前进 100mm ,碰到工件,转为慢速工进,钻孔的深度是 150mm ,钻完后,快速返回起点,
动力钻头的控制示意图如图6-50所示。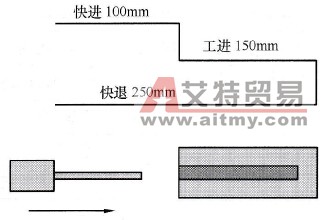 图6-50 动力钻头控制示意图 控制要求:按下启动,钻头快速前进100mm,碰到工件,转为慢速工进,钻孔的深度是150mm,钻完后,快速返回起点,如需要再次启动,再按下启动按钮。 假设动力钻头的移动是步进电动机驱动,电动机转动一周需要200个脉冲,丝杠的螺距是10mm,快进是2000个脉冲,工进是3000个脉冲,快退是5000个脉冲。 启动I0.0,快速时,脉冲的频率为500,慢速时是200。控制程序如图6-51所示。
图6-50 动力钻头控制示意图 控制要求:按下启动,钻头快速前进100mm,碰到工件,转为慢速工进,钻孔的深度是150mm,钻完后,快速返回起点,如需要再次启动,再按下启动按钮。 假设动力钻头的移动是步进电动机驱动,电动机转动一周需要200个脉冲,丝杠的螺距是10mm,快进是2000个脉冲,工进是3000个脉冲,快退是5000个脉冲。 启动I0.0,快速时,脉冲的频率为500,慢速时是200。控制程序如图6-51所示。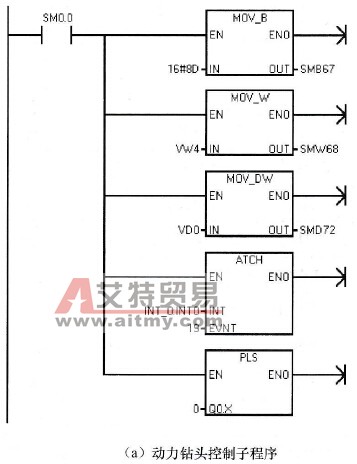
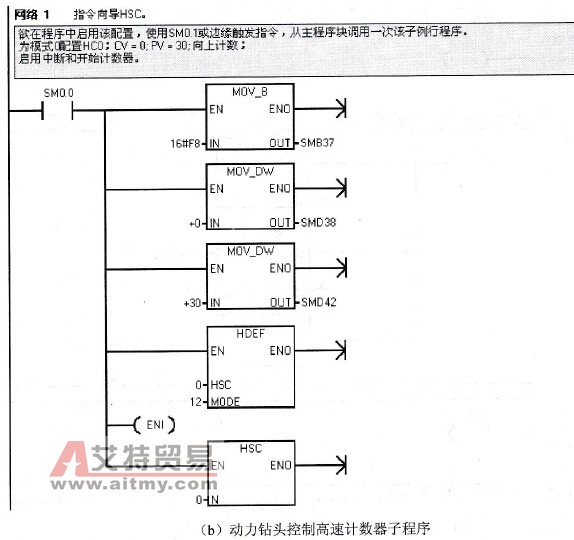
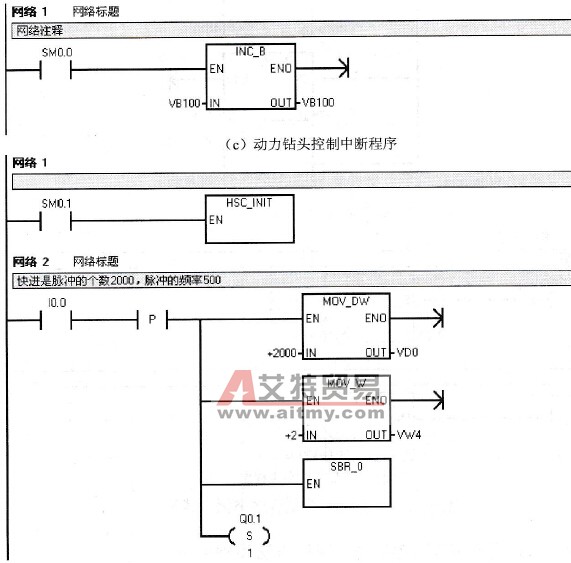
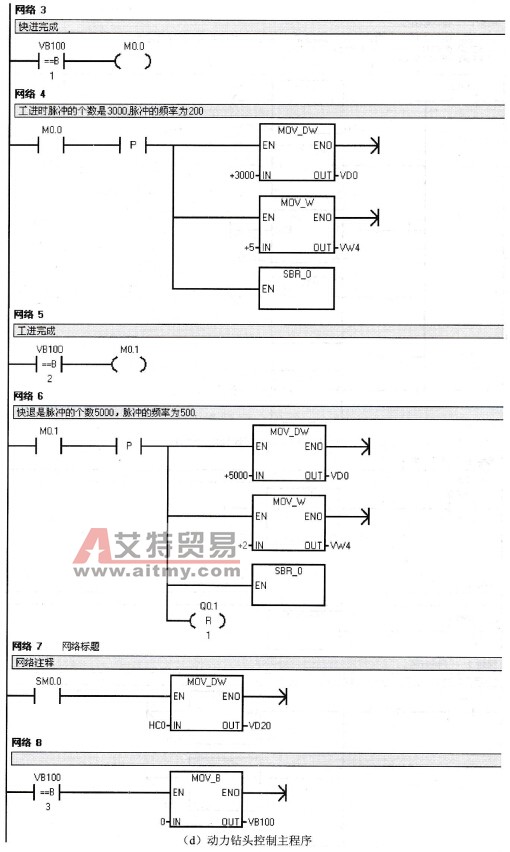 图6-51 动力钻头控制程序举例 通过上一例子可以总结单段PTO程序编程方法步骤如下。 ①设置控制字节(启用PTO/PWM功能、选择PTO操作、选择时基、设置更新脉冲周期数值),例如使SMB67=16# 85(用于微秒)或者16# 8D(用于毫秒)中载入以下两个数值。 ②载入新脉冲周期时间到SMW68中。 ③载入新的脉冲数到SMD72中。 ④执行PLS指令使S7-200激活PTO脉冲发生器编程。S7-200完成所有进行中的PTO的脉冲数后,开始启用新的脉冲数和新的脉冲周期发脉冲。 ⑤退出中断程序或子程序。
图6-51 动力钻头控制程序举例 通过上一例子可以总结单段PTO程序编程方法步骤如下。 ①设置控制字节(启用PTO/PWM功能、选择PTO操作、选择时基、设置更新脉冲周期数值),例如使SMB67=16# 85(用于微秒)或者16# 8D(用于毫秒)中载入以下两个数值。 ②载入新脉冲周期时间到SMW68中。 ③载入新的脉冲数到SMD72中。 ④执行PLS指令使S7-200激活PTO脉冲发生器编程。S7-200完成所有进行中的PTO的脉冲数后,开始启用新的脉冲数和新的脉冲周期发脉冲。 ⑤退出中断程序或子程序。

点击排行
 PLC编程的基本规则
PLC编程的基本规则