您现在的位置是:首页 > 电气技术 > 电气技术
埋弧焊T形接头焊接的船形焊
![]() 来源:艾特贸易2019-06-25
来源:艾特贸易2019-06-25
简介船形焊时,焊丝在垂直位置,工件倾斜,熔池处于水平位置,焊缝成形较好,不易产生咬边或满溢现象。根据工件的倾斜角度,可控制腹板和翼板的焊脚尺寸,要求焊脚相等时,腹板和
船形焊时,焊丝在垂直位置,工件倾斜,熔池处于水平位置,焊缝成形较好,不易产生咬边或满溢现象。根据工件的倾斜角度,可控制腹板和翼板的焊脚尺寸,要求焊脚相等时,腹板和翼板与水平面呈45°角。
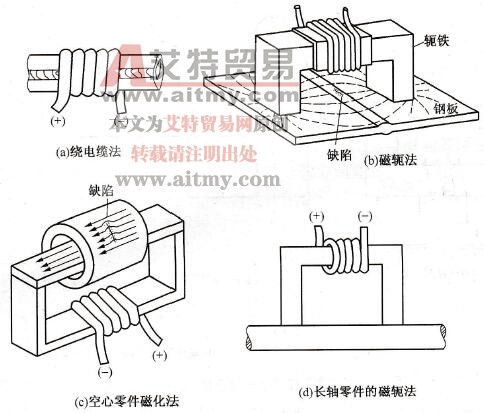
船形焊对装配间隙要求较严,若间隙大于1.5 mm,易出现烧穿或焊漏现象,为防止这些缺陷,除严格控制装配间隙外,可采取如图1所示的防漏措施。

图1 船形焊法的防漏措施
船形焊时,电弧电压不宜太高,以免产生咬边。此外,焊缝的成形系数应控制在2以下,可避免顶角处未焊透。船形焊的工艺参数见表1。
表1 船形焊的工艺参数

注:1.焊剂HJ431,HJ433。
2.焊丝直径为2mm时,必须用细颗粒焊剂。
注意:焊接工字梁时,若要求双面焊,并保证腹板透焊,需严格控制腹板的倾斜角度和焊丝的对中位置,详细情况见图2。

图2 要求腹板焊透工字梁的倾斜角度
a)正面焊b)反面焊c)焊缝示意图

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测