您现在的位置是:首页 > 电气技术 > 电气技术
如何进行耐高温钳式吊车吊牙的钴基合金堆焊
![]() 来源:艾特贸易2018-01-31
来源:艾特贸易2018-01-31
简介(1) 工况 钳式吊车用于起吊 1200 ~ 1300 ℃出炉钢锭,吊牙尖须耐 1000~1050 ℃高温,在起吊大量钢锭后必须淬水冷却,故须具耐热、耐磨和抗冷热疲劳性能。传统吊牙制作方法是在 45 钢基
(1)工况 钳式吊车用于起吊1200~1300℃出炉钢锭,吊牙尖须耐1000~1050℃高温,在起吊大量钢锭后必须淬水冷却,故须具耐热、耐磨和抗冷热疲劳性能。传统吊牙制作方法是在45钢基体上堆焊D237、D667、D512等耐磨合金,难以满足热强性要求,使用寿命都不长,改用钴基合金堆焊可大大提高使用寿命。
(2)堆焊方案设计
1)焊接材料:因其它钻基合金堆焊焊条w(C)均≥0.7%,水淬时开裂倾向大,只能选择w(C)为0.2%~0.5%的D842焊条。为进一步防裂并减少稀释,还须以A307堆焊过渡层。
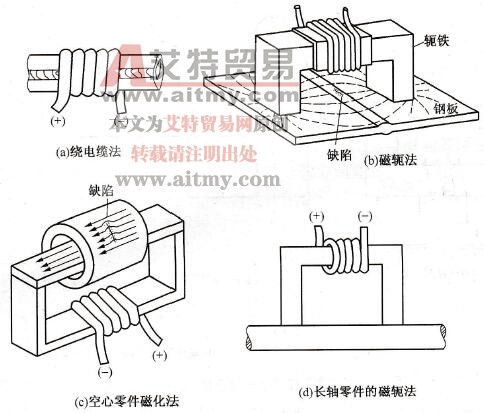
2)牙尖锥度对吊牙使用寿命影响很大,锥度过大会发生脱锭事故;过小则嵌入钢锭深度加大,影响牙尖散热,嵌入过深甚至使钢锭报废。合理的牙尖结构见图11-64。

图11-64 合理的吊牙及牙尖结构
(3)堆焊工艺
1)过渡层堆焊:使牙尖尖部向上竖立,预热130~150℃,以Φ3.2mm A307堆焊,直流反接,焊接电流80~110A,焊后空冷。
2)工作层堆焊:预热200~250℃,以Φ4.0mm D842堆焊,直流反接,焊接电流120~140A。从过渡层最大直径处开始螺旋式焊向牙尖,每次焊缝长≤50mm,辅以锤击,层温180~ 200℃。可采取数牙并焊措施以提高生产率,焊后置于砂中或覆盖石棉布缓冷。
(4)结果评定 堆焊层主要化学成分及硬度见表11-111。堆焊层组织为固溶体及由碳化物和固溶体构成的共晶,固溶体和碳化物的弥散析出,显然是取得高热强性的原因。新堆焊层使吊牙使用寿命提高10倍以上,由原先起吊70~90次提高到大于1000次。
表11-111 堆焊层硬度及主要化学成分

(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测