您现在的位置是:首页 > 电气技术 > 电气技术
焊接位置的平焊操作技术
![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介焊缝倾角为 0 ° ~5 °、焊缝转角为 0 ° ~10 °的焊接位置称为平焊位置,在平焊位置进行的焊接即为平焊。水平放置的钢板平对接焊是气焊焊接操作的基础。 平对接焊操作如图 6-6 所示。
焊缝倾角为0°~5°、焊缝转角为0°~10°的焊接位置称为平焊位置,在平焊位置进行的焊接即为平焊。水平放置的钢板平对接焊是气焊焊接操作的基础。
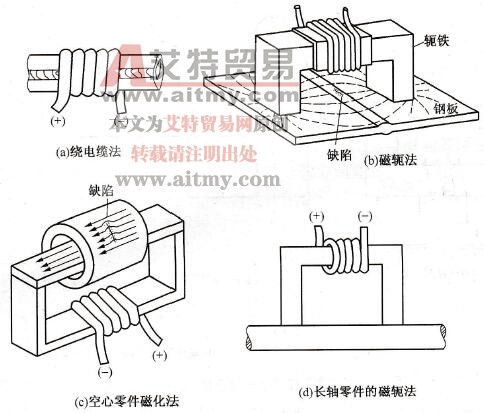
平对接焊操作如图6-6所示。其操作要点为:

图6-6 平对接焊操作
1-焊丝;2-焊炬
1)采用左向焊法,焊炬的倾角为40°~ 50°,焊丝的倾角也是40°~50°。
2)焊接时,当焊接处加热至红色时,尚不能加入焊丝,必须待焊接处熔化并形成熔池时,才可加入焊丝。当焊丝端部粘在池边沿上时,不要用力拔焊丝,可用火焰加热粘住的地方,让焊丝自然脱离。如果熔池凝固后还想继续施焊,应将原熔池周围重新加热,待熔化后再加入焊丝继续焊接。
3)焊接过程中若出现烧穿现象,应迅速提起火焰或加快焊速,减小焊炬倾角,并多加焊丝,待穿孔填满后再以较快的速度向前施焊。
4)若发现熔池过小或不能形成熔池,焊丝熔滴不能与焊件熔合,而仅仅敷在焊件表面,则表明热量不够,这是由于焊炬移动过快所造成。此时应降低焊接速度,增加焊炬倾角,待形成正常熔池后,再向前焊接。
5)如果熔池不清晰且有气泡,出现火花、飞溅等现象,说明火焰性质不适合,应及时调节成中性焰后再施焊。
6)如果发现熔池内的液体金属被吹出,说明气体流量过大或焰心离熔池太近,此时应立即调整火焰能率或使焰心与熔池保持正确距离。
7)焊接时除起焊和收尾另有规范外,应保持均匀的焊接速度,不可忽快忽慢。
8)对于较长的焊缝,一般应先进行定位焊,然后再从中间开始向两边交替施焊。

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测