PLC技术
PLC技术
-
控制系统总体设计
PLC技术涂装车间电控系统首先满足车间工艺要求,结合目前国际、国内自动化水平和同类行业的实际情况,选择应用成熟、技术先进、功能实用的控制方式及控制设备。要求电控系统要保证人...
阅读更多 -
PLC程序时钟设置程序
PLC技术
当 XOOO=1 时, M8015 时钟预置启动, MO 线圈得电, MO 使时钟设置程序启动,如图 13-7 所示。 图 13-7 时钟预置程序 指令 TRD 用于将 PLC 中的实时时钟数据读到 7 个数据寄存器中。这 7 个特...
阅读更多 -
砌块成型机的 I/O地址分配
PLC技术
砌块成型机的控制采用西门子 S7-200 系列 PLC 。 CPU 模块采用 CPU226XM 。由于输入输出点比较多,所以需采用扩展模块,图 11-7 为扩展模块 I / 0 链图。 图 11-7 扩展模块 I/O 链图...
阅读更多 -
控制系统选型
PLC技术根据生产线的实际控制要求,采用触摸屏控制与手动控制并用的控制方式。系统有输入 48 点,输出 27 点。 PLC 选用三菱 Q 系列, CPU 型号为 QOICPU ,基板型号为 Q312B ,电源模块为 Q38B ,...
阅读更多 -
PLC程序时钟比较程序
PLC技术
时钟比较程序如图 13-9 所示。时钟比较指令 TCMP 用于将源数据 K17 、 K29 、 Kl0 即 17 时 29 分 10 秒和起始的 3 点时间数据进行比较即, 17 时 27 分 16 秒,当前者大于后者时, Ml00=1 得电,...
阅读更多 -
砌块成型机的I/O地址分配
PLC技术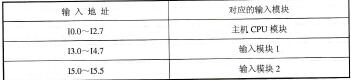
I/O 地址分配采用手动分配的方式,输入模块地址分配和输出模块地址分配分别见表 11-1 和表 11-2 。 表 11-1 输入模块地址分配 表 11-2 输出模块地址分配...
阅读更多 -
控制方式
PLC技术生产线有手动、半自动、全自动操作三种工作方式。 手动操作时将旋钮旋到手动操作位置,通过现场按钮站可以独立启动/停止各设备。这种方式可以任意启动/停止每一台设备,控制...
阅读更多 -
PLC程序自动启动程序
PLC技术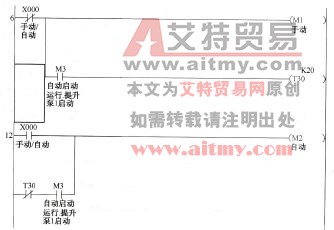
当 XOOO=1 得电时,线圈 M2 得电,采用自动程序,如图 13-10 所示。 图 13-10 自动启动程序 提升泵 1 启动程序如图 13-11 所示。当给 XO01 通电或 M52 得电时,线圈 M3 得电自锁,自动启动运行...
阅读更多 -
砌块成型机系统资源分配
PLC技术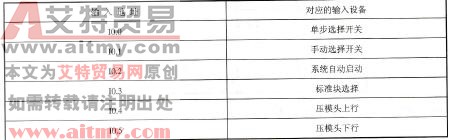
1) 数字量输入部分 数字量主机 CPU 输入模块输入地址分配表见表 11-3 。 表 11-3 数字量主机 CPU 输入模块输入地址分配表 数字量输入模块 1 输入地址分配表见表 11-4 。 表 11-4 数字量输入...
阅读更多 -
CC-Link系统
PLC技术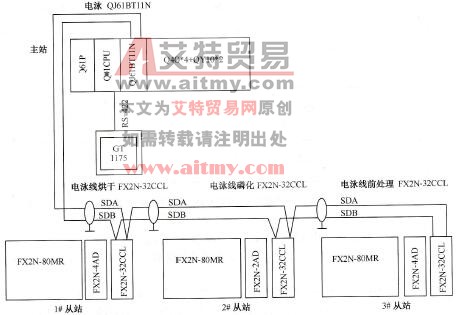
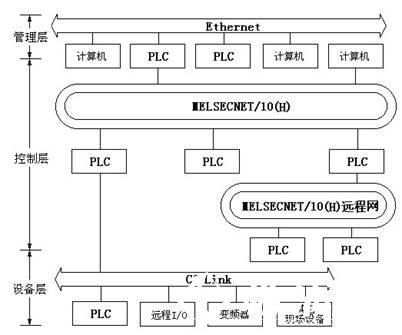
CC-l ink 现场总线是日本三菱电动机公司主推的一种基于 PLC 系统的现场总线,融合了控制与信息处理的 CC-l ink 是一种省配线、信息化的网络,它不但具有高实时性、分散控制、与智能设...
阅读更多

点击排行
 PLC编程的基本规则
PLC编程的基本规则