您现在的位置是:首页 > PLC技术 > PLC技术
S7-200 PLC在液压传动组合机床控制中的应用
![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介组合机床指可同时进行多种或多处加工的机床,组合机床的加工动作常常是按预定的步骤安排的,类似于简单的程序控制,这也正是 PLC 最擅长的。 一、双面单工位液压传动组合机床继
组合机床指可同时进行多种或多处加工的机床,组合机床的加工动作常常是按预定的步骤安排的,类似于简单的程序控制,这也正是PLC最擅长的。 一、双面单工位液压传动组合机床继电接触器控制系统 图6-10所示为某双面单工位液压传动组合机床继电器控制电气原理图。本机床采用三台电动机拖动,M1、M2为左右动力头电动机,M3为冷却泵电动机。SA1为左动力头单独操作开关,SA2为右动力头单独操作开关,通过它们可实现对左右动力头的单独操作。SA3为冷却泵电动机工作开关。 左右动力头的工作循环如图6-11所示。液压执行元件状态见表6-6。其中YV表示电磁阀,KP表示压力继电器。 表6-6 液压元件动作表 注:×接通;——断开。
注:×接通;——断开。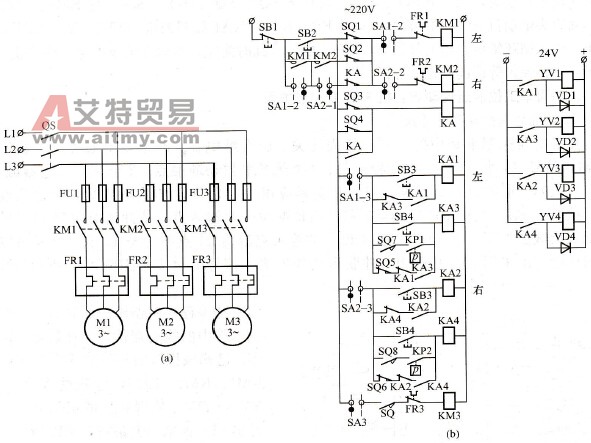 图6-10 双面单工位液压传动组合机床继电器控制电气原理图 (a)主电路;(b)控制电路
图6-10 双面单工位液压传动组合机床继电器控制电气原理图 (a)主电路;(b)控制电路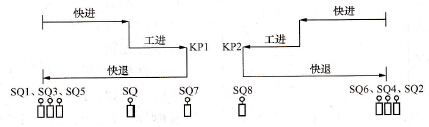 图6-11 左右动力头工作循环图 自动循环的工作过程如下:左右动力头处于起始位置,SQ1~SQ6均被压下,它们的动合触头接通,动断触头打开。当SA1、SA2处于自动循环位置(左位,开关有点工位为接通),SA1-2、SA1-3、SA2-2、SA2-3接通,SA3也接通。按下启动按钮SB2,接触器KM1、KM2线圈通电并自锁,左、右动力头电动机同时启动旋转。按下“前进”按钮SB3,中间继电器KA1、KA2通电并自锁,电磁铁YV1、YV3通电,左、右动力头快速进给并离开原位,行程开关SQ1、SQ2、SQ5、SQ6先复位,行程SQ3、SQ4后复位。当SQ3、SQ4复位后,KA通电并自锁。在动力头进给过程中,靠各自行程阀自动变快进为工进,同时压下行程开关SQ,接触器KM3线圈通电,冷却泵电动机M3工作,供给冷却液。当左动力头加工完毕,将压下SQ7并顶在死挡铁上,其油路油压升高,KP1动作,使KA3通电并自锁;当右动力头加工完毕,将压下SQ8并使KP2动作,KA4将接通并自锁。同时KA1、KA2将失电,YV1、YV3也将失电,YV2、YV4将通电,左右动力头快退。当左动力头使SQ复位后,KM3将失电,冷却泵电动机将停转。左右动力头快退至原位时,先压下SQ3、SQ4.再压下SQ1、SQ2、SQ5、SQ6,使KM1、KM2线圈断电,动力头电动机M1、M2断电,同时KA、KA3、KA4线圈断电,YV2、YV1断电,动力头停止,机床循环结束。加工过程中,按下SB4,可随时使左、右动力头快退至原位停止。机床的过载、短路保护等请读者自己分析。 二、双面单工位液压传动组合机床PLC控制方案 1.PLC机型选择及硬件连接 清点继电器控制电路中的按钮、行程开关、压力继电器、热继电器触点。可确定应有21个输入信号(4个按钮、9个行程开关、3个热继电器动断触点、2个压力继电器触点、3个转换开关),则需占用21个输入点。在实际应用中.为节省PLC的点数,可适当改变输入信号接线,如将SQ8与KP2串联后接入就能减少一个输入点。依此法可得到PLC的输入点分配及接线图如图6-12所示。这时PLC的输入点数由21点减少至13点,这样可以降低设备的成本,但采用PLC机外串、并联形式处理输入信号时也需考虑输入信号及系统的可靠性。
图6-11 左右动力头工作循环图 自动循环的工作过程如下:左右动力头处于起始位置,SQ1~SQ6均被压下,它们的动合触头接通,动断触头打开。当SA1、SA2处于自动循环位置(左位,开关有点工位为接通),SA1-2、SA1-3、SA2-2、SA2-3接通,SA3也接通。按下启动按钮SB2,接触器KM1、KM2线圈通电并自锁,左、右动力头电动机同时启动旋转。按下“前进”按钮SB3,中间继电器KA1、KA2通电并自锁,电磁铁YV1、YV3通电,左、右动力头快速进给并离开原位,行程开关SQ1、SQ2、SQ5、SQ6先复位,行程SQ3、SQ4后复位。当SQ3、SQ4复位后,KA通电并自锁。在动力头进给过程中,靠各自行程阀自动变快进为工进,同时压下行程开关SQ,接触器KM3线圈通电,冷却泵电动机M3工作,供给冷却液。当左动力头加工完毕,将压下SQ7并顶在死挡铁上,其油路油压升高,KP1动作,使KA3通电并自锁;当右动力头加工完毕,将压下SQ8并使KP2动作,KA4将接通并自锁。同时KA1、KA2将失电,YV1、YV3也将失电,YV2、YV4将通电,左右动力头快退。当左动力头使SQ复位后,KM3将失电,冷却泵电动机将停转。左右动力头快退至原位时,先压下SQ3、SQ4.再压下SQ1、SQ2、SQ5、SQ6,使KM1、KM2线圈断电,动力头电动机M1、M2断电,同时KA、KA3、KA4线圈断电,YV2、YV1断电,动力头停止,机床循环结束。加工过程中,按下SB4,可随时使左、右动力头快退至原位停止。机床的过载、短路保护等请读者自己分析。 二、双面单工位液压传动组合机床PLC控制方案 1.PLC机型选择及硬件连接 清点继电器控制电路中的按钮、行程开关、压力继电器、热继电器触点。可确定应有21个输入信号(4个按钮、9个行程开关、3个热继电器动断触点、2个压力继电器触点、3个转换开关),则需占用21个输入点。在实际应用中.为节省PLC的点数,可适当改变输入信号接线,如将SQ8与KP2串联后接入就能减少一个输入点。依此法可得到PLC的输入点分配及接线图如图6-12所示。这时PLC的输入点数由21点减少至13点,这样可以降低设备的成本,但采用PLC机外串、并联形式处理输入信号时也需考虑输入信号及系统的可靠性。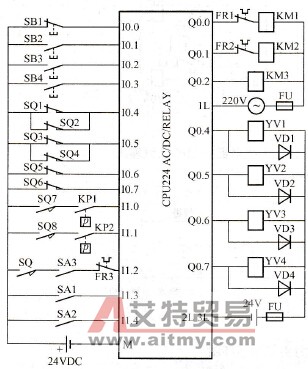 图6-12 双面单工位组合机床PLC输入输出接线图 可编程控制器输出控制对象主要是控制电路中的执行器件,如接触器、电磁阀等。已知该机床的执行器件有交流接触器KM1、KM2、KM3,电磁阀YV1、YV2、YV3、YV4。依据它们的工作电压,可设计出PLC的输出电路如图6-12所示。 由于接触器与电磁阀线圈所加电压的种类与高低不一样,故必须占用PLC的两组输出通道,并选择继电器输出型的PLC。通过对系统的输入、输出及机床性能的综合分析,选择S7-200系列CPU224作为本机床的控制中心。 原控制线路中的中间继电器KA、KA1、KA2、KA3、KA4可由PLC的内部继电器M10.0、M10,1、M10.2、M10.3、M10.4替代。一般说来,若继电接触器控制电路中中间继电器使用越多,采用PLC替代的优越性越显著。 2.PLC控制系统梯形图设计 本例仍根据继电器控制电路的逻辑关系,按照支路一一对应的方式画出PLC控制的梯形图。如图6-13所示的接触器KM1、KM2控制线路,首先可将图6-13 (a)所示的KM1、KM2继电器控制电路转成如图6-13 (b)所示的梯形图。这一步基本上是保持电路结构不变的触点的代换。然后再按梯形图程序的结构规则对其进行规范化处理及简化,这里主要是将较密集的触点区域向梯形图支路的左上角移动。就可得出图6-13 (c)所示的梯形图。考虑到图6-13 (c)的前半部分在原继电接触器电路中其实为所有输出的公共电路,可将它用辅助继电器M10.5代替。这就为简化后序的梯形图支路提供了方便。将全部继电器控制线路进行对应的“移植”,并进行规范、简化等处理,得到该机床PLC控制梯形图如图6-14所示。
图6-12 双面单工位组合机床PLC输入输出接线图 可编程控制器输出控制对象主要是控制电路中的执行器件,如接触器、电磁阀等。已知该机床的执行器件有交流接触器KM1、KM2、KM3,电磁阀YV1、YV2、YV3、YV4。依据它们的工作电压,可设计出PLC的输出电路如图6-12所示。 由于接触器与电磁阀线圈所加电压的种类与高低不一样,故必须占用PLC的两组输出通道,并选择继电器输出型的PLC。通过对系统的输入、输出及机床性能的综合分析,选择S7-200系列CPU224作为本机床的控制中心。 原控制线路中的中间继电器KA、KA1、KA2、KA3、KA4可由PLC的内部继电器M10.0、M10,1、M10.2、M10.3、M10.4替代。一般说来,若继电接触器控制电路中中间继电器使用越多,采用PLC替代的优越性越显著。 2.PLC控制系统梯形图设计 本例仍根据继电器控制电路的逻辑关系,按照支路一一对应的方式画出PLC控制的梯形图。如图6-13所示的接触器KM1、KM2控制线路,首先可将图6-13 (a)所示的KM1、KM2继电器控制电路转成如图6-13 (b)所示的梯形图。这一步基本上是保持电路结构不变的触点的代换。然后再按梯形图程序的结构规则对其进行规范化处理及简化,这里主要是将较密集的触点区域向梯形图支路的左上角移动。就可得出图6-13 (c)所示的梯形图。考虑到图6-13 (c)的前半部分在原继电接触器电路中其实为所有输出的公共电路,可将它用辅助继电器M10.5代替。这就为简化后序的梯形图支路提供了方便。将全部继电器控制线路进行对应的“移植”,并进行规范、简化等处理,得到该机床PLC控制梯形图如图6-14所示。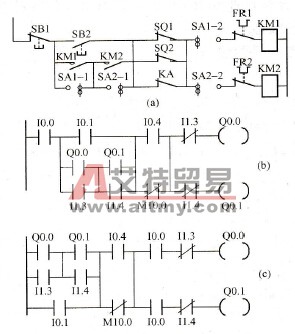 图6-13 KM1、KM2继电器电路及转化成的梯形图
图6-13 KM1、KM2继电器电路及转化成的梯形图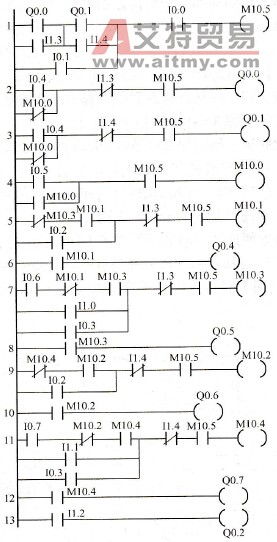 图6-14 组合机床PLC梯形图
图6-14 组合机床PLC梯形图

点击排行
 PLC编程的基本规则
PLC编程的基本规则