您现在的位置是:首页 > PLC技术 > PLC技术
三菱FX系列PLC对生产过程质量控制
![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 .问题的提出 现代工业生产广泛采用流水作业,对成品或半成品进行分检,排除残次品是必需的工序。在流水线上,成品或半成品往往要经过若干项检验,符合要求者得以通过,随着
1.问题的提出
现代工业生产广泛采用流水作业,对成品或半成品进行分检,排除残次品是必需的工序。在流水线上,成品或半成品往往要经过若干项检验,符合要求者得以通过,随着流水线进入下道生产工步。而不合格者必须在某处集中地予以排除,不得进入下道生产环节。因此,成品或半成品随传送带递进过程中,对其进行的检验结果也必须同步地向前移动。这样,当不合格者移动到规定的排除点时,才能正确地加以排除,从而实现质检与分检。利用PC提供的移位寄存器功能,可以很方便地做到这一点。
如图4-120所示,工件在传送带上步行式前进。工件在0号站接受PH1光电检查。从0号站移到4号站要经过4次步进。移到4号站时,判断移到此站的工件是好还是坏。如果是废品,则要求电磁阀YV打开,使废品掉下来。当PH2检测到废品已掉下来后重新将电磁阀关闭。
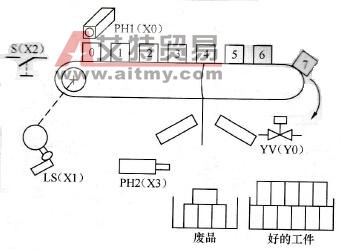
图4-120 质量控制过程示意图
PC的输入条件有以下几个:PH1光电检测,当工件合格时,PH1数据为“0”;当工件废品时,PH1数据为“1”。PH2光电检测,当数据为“1”表明废品已掉下来。Ls为行程开关,凸轮每转一次LS接通一次,工件步进一步。S为外加复位按钮。PC的输出点只有一个,即电磁阀YV。
2.硬件连接
根据上述模块的学习,再依据图4-120中的标示,就可以画出输入及输出端口的分配,在此不加深述。
3.系统软件设计
图4-121是该电路的梯形图。图中使用M140移位寄存器。M140,M141,M142,…分别表示移到0号位,1号位,2号位,…的工件的品质好与坏。数据“1”代表品质“坏”。M144数据是“0”或“1”分别代表移至4号位工件是“好”还是“坏”。当M144=1时,电磁阀接通,打开阀门。
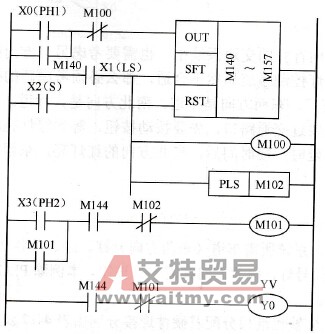
图4-121 质量控制梯形图
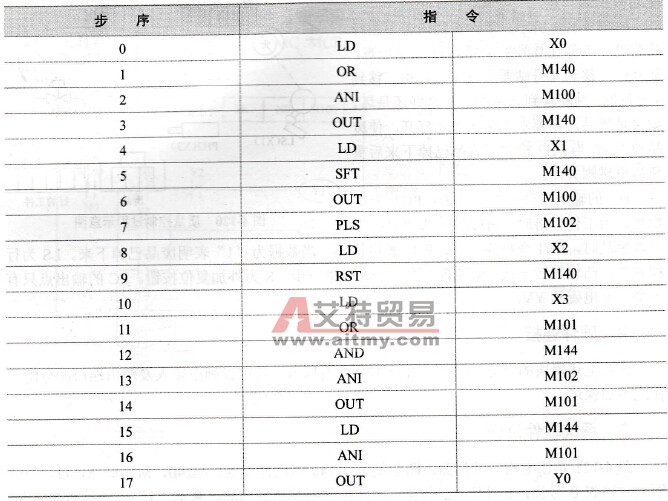
表4-16 梯形图对应的语句表

点击排行
 PLC编程的基本规则
PLC编程的基本规则