您现在的位置是:首页 > PLC技术 > PLC技术
FX2N系列PLC的旋转工作台控制指令
![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 旋转工作台控制指令的助记符、指令代码、操作数及程序步如表 6- 68 所列。 表 6 68 旋转工作台控制指令 (2) 指令梯形图如图 6- 116(a) 所示。 (3) 指令说明: ①旋转工作台指令能对旋转
(1)旋转工作台控制指令的助记符、指令代码、操作数及程序步如表6- 68所列。
表6 – 68 旋转工作台控制指令
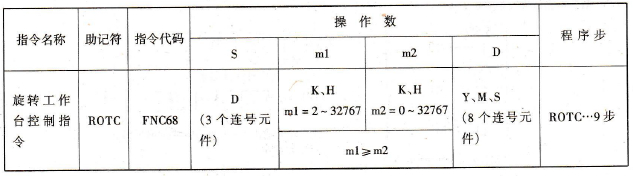
(2)指令梯形图如图6- 116(a)所示。
(3)指令说明:
①旋转工作台指令能对旋转台的方向和位置进行控制,能使旋转工作台上被指定的工件以最短的路经转到出口位置。旋转台的控制示意图如图6 - 116(b)所示。
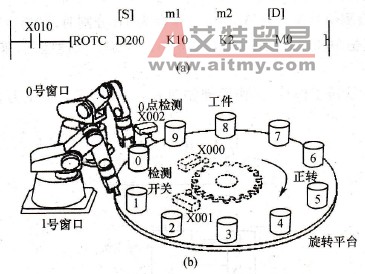
图6 – 116 指令梯形图与旋转工作台控制
(a)梯形图;(b)旋转工作台。
②指令中各操作数的含义如下:
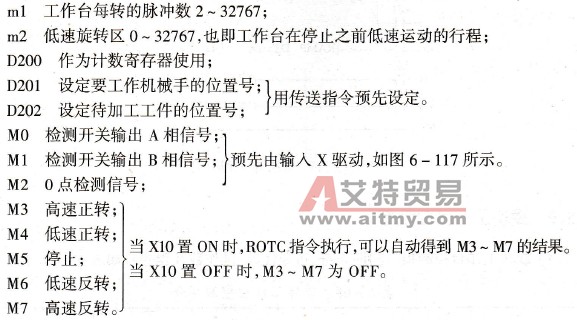
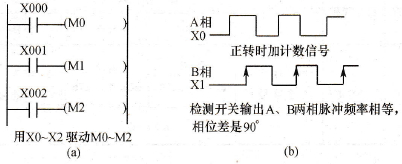
图6 – 117 位置检测信号
(a)梯形图;(b)时序图。
③X10为ON、0点检测信号(M2)为ON时,计数寄存器D200的内容清“0”。需要预先进行清除操作后开始工作。
④例如,旋转检测信号为100脉冲/r,工作台为10分割时,则指令中ml=100,工件号、调用窗口号都应是10的倍数,即0、10、20、30、…、90。低速区间,如需要工作区间的1.5倍时,m2=15。
例6 - 24有一旋转工作台,工作原理如图6- 118所示。加工刀具在1号窗口,工作台上可放10个工件,编号为0-9,一个两相编码器套在电动机的轴上,n=360脉冲/r。要求能以最高的效率调任意一个工件进行加工。低速旋转区是工作间距的1.5倍。用一位数字开关设置需要加工的工件号,数字开关接在X4 - X7。控制工作台的PLC程序梯形图如图6 - 119所示。
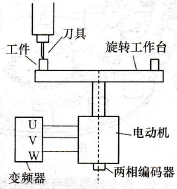
图6 – 118 旋转工作台原理图
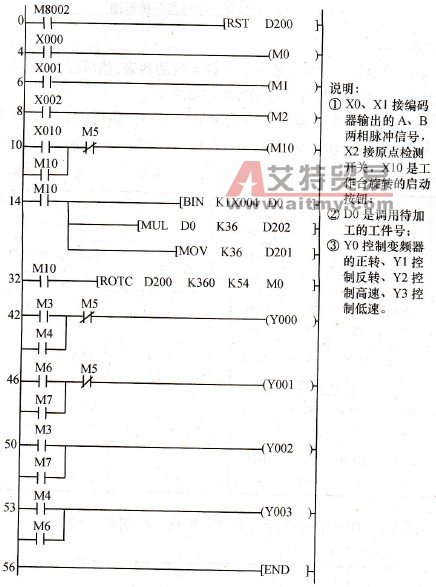
图6 – 119 控制程序梯形图

点击排行
 PLC编程的基本规则
PLC编程的基本规则