您现在的位置是:首页 > 电气技术 > 电气技术
手工钨极氩弧焊在各种焊接位置是如何操作的
![]() 来源:艾特贸易2018-04-11
来源:艾特贸易2018-04-11
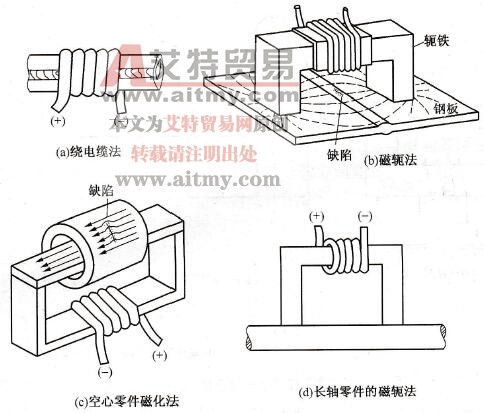
简介平焊时要求运弧尽量走直线,焊丝送进要求规律,不能时快时慢,钨极与焊件的位置要准确,焊枪角度要适当。几种常见接头形式平焊时,焊枪、焊丝和焊件间的相互位置见图 6-38 。
平焊时要求运弧尽量走直线,焊丝送进要求规律,不能时快时慢,钨极与焊件的位置要准确,焊枪角度要适当。几种常见接头形式平焊时,焊枪、焊丝和焊件间的相互位置见图6-38。
横焊时要注意掌握好焊枪的水平角度和垂直角度,焊丝也要控制好水平和垂直角度。如果焊枪角度掌握不好或送丝速度跟不上,很可能产生上部咬边、下部成形不良等缺陷。
立焊时主要是焊枪角度和电弧长短在垂直位置上不易控制。立焊时以小规范为佳,电弧不宜拉得过长,焊枪下垂角度不能太小,否则会引起咬边、焊缝中间堆得过高等缺陷。焊丝送进方向以操作者顺手为原则,其端部不能离开保护区。

图6-38 常见接头形式平焊时焊枪、焊丝和焊件间的夹角
仰焊的难度最大,对有色金属的焊接更加突出。焊枪角度与平焊相似,仅位置相反。焊接时电流应小些,焊接速度要快,这样才能获得良好的成形。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测